Did you know that up to 80% of industrial coating failures have nothing to do with the quality of the paint itself? It’s almost always a result of what’s happening (or not happening) on the surface underneath. Understanding surface preparation standards (Sa 2.5) is the single most important factor in ensuring your project’s longevity and avoiding the nightmare of premature corrosion. We know it’s often a source of genuine frustration; trying to cross-reference ISO 8501-1 pictorials with SSPC/NACE codes whilst standing in the middle of a busy site isn’t exactly straightforward. You want to be certain that the “near-white” finish you’ve paid for is actually what’s being delivered before the first coat of primer is even mixed.
This guide will help you master the technical nuances of Sa 2.5 so you can specify the right standard in tenders and ensure project compliance. We’ll walk through the exact visual requirements (including that tricky 5% staining allowance), explain the upcoming ISO/DIS 8501-1:2025 draft updates, and give you the practical knowledge to inspect a contractor’s work with total confidence. It’s about getting the preparation right the first time, because an honest approach to surface profile is the only way to guarantee a result that lasts.
Key Takeaways
- Identify the specific visual thresholds for Sa 2.5 to ensure your contractor delivers a surface free from all but the most minor spots or stripes.
- Refine your tender documents by understanding surface preparation standards (Sa 2.5) and selecting the most cost-effective grade for your environment.
- Understand the critical role of abrasive media selection in achieving a precise 50 to 75 micron profile for superior coating mechanical bond.
- Learn the vital preliminary steps, such as solvent degreasing, that must occur before blasting to avoid compromising the integrity of the finished work.
The Fundamentals of ISO 8501-1: Defining Sa 2.5
Sa 2.5 is formally known as “Very Thorough Blast Cleaning”. It’s the standard most industrial specifications demand for high-performance coatings. According to ISO 8501-1, Sa 2.5 requires that at least 95% of every square inch of the surface area is free of all visible residues. This means the steel must be clear of visible oil, grease, and dirt; whilst any remaining traces of contamination must appear only as slight stains in the form of spots or stripes. Abrasive blasting to this level ensures that the coating has a clean, anchor-ready profile to grip onto. Understanding surface preparation standards (Sa 2.5) requires a shift from chemical testing to visual inspection. Visual standards matter because they provide a practical benchmark on-site. Unlike chemical tests that require laboratory conditions, Sa 2.5 is determined by comparing the blasted steel directly to photographic examples in the ISO 8501-1 handbook. It’s a “what you see is what you get” approach that relies on the experienced eye of the inspector.
ISO 8501-1 vs. SSPC/NACE Equivalents
Whilst the UK and Europe favour the ISO 8501-1 system for industrial tenders, you’ll often see North American equivalents in global specifications. The closest match is SSPC-SP10, also called “Near-White Blast Cleaning”. If you’re managing a project with international stakeholders, use this quick reference to translate the requirements:
- ISO 8501-1: Sa 2.5 (Very Thorough Blast Cleaning)
- SSPC Standard: SSPC-SP10 (Near-White Blast Cleaning)
- NACE Standard: NACE No. 2
The Role of Initial Surface Conditions
The effort required to reach Sa 2.5 depends heavily on the starting state of the steel, categorised into Rust Grades A to D. Grade A steel, which still has intact mill scale, is relatively straightforward to clean. However, Grade D (heavily pitted and rusted steel) makes Sa 2.5 much more challenging and costly to achieve. Abrasives must reach into the deep pits to clear out corrosion, which often increases the time and volume of media required. If you’re unsure which grade your project falls under, get in touch with our team for a professional assessment before you finalise your tender.
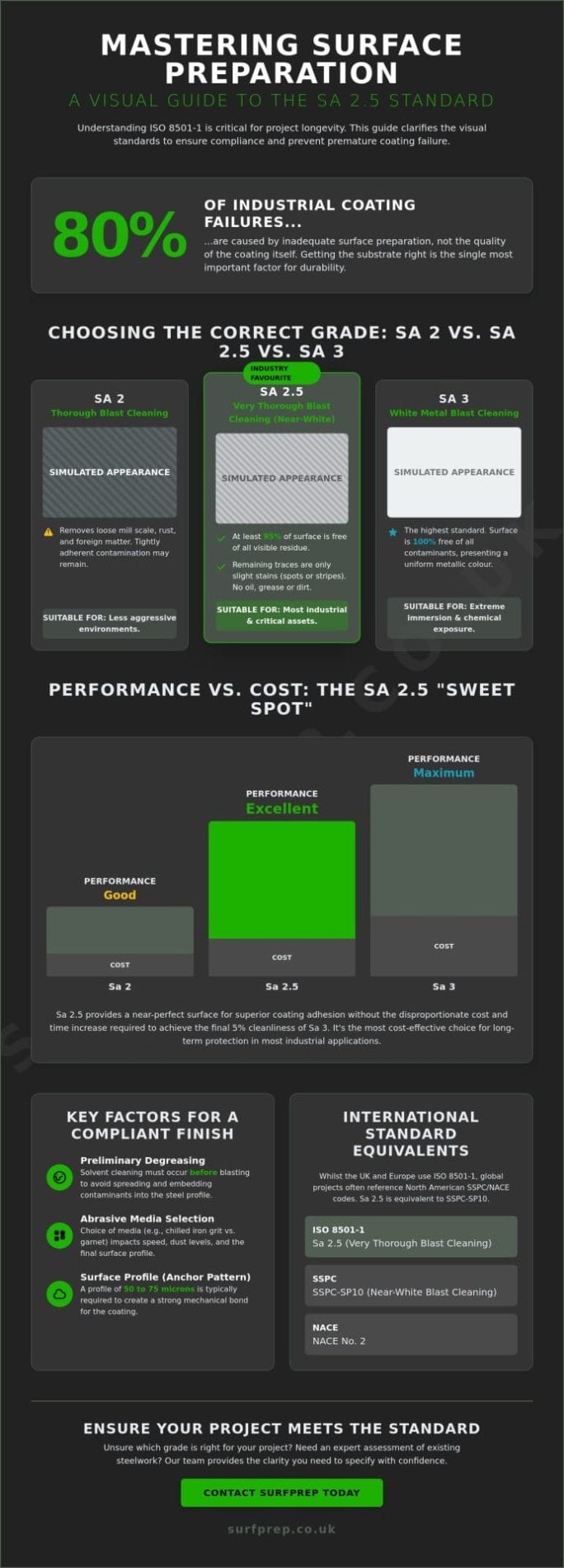
Sa 2.5 vs. Sa 2 and Sa 3: Choosing the Correct Grade
Selecting the right preparation grade is a balance between long-term performance and immediate budget. Whilst Sa 2 (Thorough Blast Cleaning) is suitable for less aggressive environments where minor mill scale is acceptable, it rarely provides the security needed for high-performance industrial coatings. At the other end of the scale, Sa 3 (White Metal) represents the highest standard, removing 100% of stains. This is typically reserved for extreme immersion environments, such as the internal lining of chemical tanks. For the majority of industrial facilities in Manchester and Leeds, understanding surface preparation standards (Sa 2.5) reveals why it’s the industry favourite. It strikes the perfect “sweet spot” by providing a near-perfect surface without the extreme logistical costs of Sa 3.
Here is an expert admission: whilst Sa 3 offers the absolute maximum longevity, the cost increase over Sa 2.5 is often disproportionate to the benefit for standard structural steel. Achieving that final 5% of visual cleanliness to reach Sa 3 can sometimes double the blasting time. Unless your project involves constant immersion or highly corrosive chemical exposure, Sa 2.5 is almost always the most sensible and honest recommendation we can make.
When to Specify Sa 2.5 for Your Project
You should specify Sa 2.5 for critical assets like bridges, offshore structures, and high-durability industrial machinery. This level of preparation impacts coating adhesion by ensuring the primer can bite into the steel, which prevents premature delamination. Following proper industrial surface preparation protocols is the only way to meet the warranty requirements of modern epoxy and polyurethane systems. For a deeper look at how these grades align with international codes, AMPP’s Guide to Surface Prep Standards provides an excellent comparative framework.
Cost and Time Implications
Achieving Sa 2.5 requires significantly more abrasive media and time than Sa 2. The speed of the process is often dictated by the media used; chilled iron grit is exceptionally aggressive and efficient in controlled environments, whilst garnet is amongst the most popular choices for on-site work due to its balance of speed and lower dust levels. If you’re weighing up the costs for an upcoming tender, chatting with our team can provide the clarity you need to choose the right grade for your specific site conditions.
Achieving and Verifying Sa 2.5 in Practical Applications
Achieving a near-white finish requires more than just high-pressure equipment; it demands a methodical, four-step approach to ensure the steel is truly ready for its protective coating. Understanding surface preparation standards (Sa 2.5) means recognising that the process begins long before the first abrasive particle hits the metal. First, initial solvent cleaning is essential to remove grease and oils. Blasting alone isn’t enough. If you skip this, the process can actually ‘drive’ these contaminants deeper into the steel’s profile, leading to hidden adhesion failures later. Second, we select abrasive media tailored to reach the required 50 to 75 micron profile. Third, systematic blasting ensures uniform cleanliness across complex geometries like joints and welds. Finally, we conduct a visual inspection using ISO 8501-1 pictorial guides to confirm the surface meets the specific ‘spot and stripe’ criteria. For a broader look at how these grades are applied globally, Wärtsilä’s Surface Preparation Grades offers a practical industry perspective.
Quality Control and On-Site Inspection
Verifying the anchor profile is where many contractors fall short. We recommend using Testex tape or a needle gauge to get a physical reading of the surface roughness post-blasting. It’s also vital to perform a ‘dust test’ using pressure-sensitive tape to ensure no fine particles remain that could interfere with the primer’s bond. Our team provides stone cleaning and industrial prep across the North, ensuring these rigorous standards are met before the first drop of paint is applied.
Local Considerations for Northern UK Projects
Managing humidity is a constant challenge for projects in damp climates like Newcastle or Manchester. High moisture levels can cause ‘flash rusting’ almost immediately after the steel is cleaned. To combat this, we advise that the first coating layer is applied within 4 hours of blasting to maintain the Sa 2.5 standard. If you’re managing a complex site, consulting with Surfprep specialists can help you organise the logistics of large-scale industrial preparation whilst navigating these environmental variables.
Securing the Future of Your Industrial Assets
Mastering the technical requirements of a near-white finish isn’t just about following a manual; it’s about protecting your investment from the ground up. By now, you’ll see that understanding surface preparation standards (Sa 2.5) is the most effective way to ensure your coatings perform as promised. We’ve looked at the visual 95% cleanliness threshold, the trade-offs between different grades, and the essential verification steps that prevent hidden failures. Getting these details right on-site, especially in the challenging climates of the North, is what separates a successful project from a costly repair job.
As specialist industrial contractors serving the North of England, we bring deep expertise in both Doff superheated steam and abrasive grit blasting. Whether your project involves structural steel, historic stone, or commercial brickwork, we focus on delivering the precise profile your specification demands. We’re here to provide the grit and technical accuracy needed to solve your specific challenges without the marketing fluff. Discuss your industrial surface preparation requirements with Surfprep to ensure your next project starts on a perfectly prepared foundation. Let’s get to work on a solution that lasts.
Frequently Asked Questions
What is the difference between Sa 2 and Sa 2.5?
Sa 2 is “thorough” blast cleaning where mill scale and rust are removed but significant stains can remain. Sa 2.5 is “very thorough” and requires that at least 95% of every square inch is free of all visible residues. This distinction is critical for high-performance epoxies that require a near-white metal finish to prevent delamination in aggressive environments.
How long does an Sa 2.5 blasted surface last before it needs coating?
You should apply the first coat of paint as soon as possible, ideally within four hours of blasting. In damp Northern climates, humidity can cause flash rusting almost immediately. If the surface begins to turn “ginger” or loses its metallic lustre, it no longer meets the required standard and must be re-blasted before any paint is applied.
Can Sa 2.5 be achieved with a pressure washer?
No, standard pressure washing cannot achieve Sa 2.5 because it lacks the abrasive force needed to create a mechanical anchor profile. Whilst superheated steam (Doff) cleaning is excellent for stone or brick, industrial steel requires grit blasting to reach the “near-white” visual standard. Understanding surface preparation standards (Sa 2.5) means recognising the need for dry or wet abrasive media to strip mill scale effectively.
Is Sa 2.5 required for all types of industrial paint?
Not every project requires Sa 2.5, but it’s the industry benchmark for high-durability systems like epoxies and polyurethanes. Some surface-tolerant primers can be applied over Sa 2 or even hand-prepared surfaces. However, for bridges, offshore assets, or heavy machinery, skipping Sa 2.5 often results in a coating life that is significantly shorter than the manufacturer’s estimate.
How do I inspect Sa 2.5 on-site without a laboratory?
You can verify the standard on-site by comparing the blasted steel to ISO 8501-1 pictorial books. These provide photographic examples of what “near-white” looks like across different initial rust grades. To check the profile depth, use Testex press-o-film tape or a calibrated needle gauge. These tools provide instant, physical proof of compliance without the need for off-site analysis.
